
 400-1050-986
400-1050-986 研究报告
研究报告新闻资讯 更多+
①食品级酸碱的生产:食品安全是食品企业的生产生命线,该类企业需要使用食品级酸与碱。由于酸碱属于危化品,地域限制大,成本高,食品级酸碱的生产厂家较少。利用双极膜工艺为核心,可以直接就地在厂区内生产食品级酸和碱,不受危化品运输的限制,机动性高。

②有机酸的浓缩与制备:以维生素C、乳酸、苹果酸、富马酸、酒石酸、琥珀酸、氨基丙酸、EDTA、蛋氨酸、类氨基酸、葡萄糖酸、丁二酸、IDA等为代表的有机酸产品是现代医药工业的重要原料,在日化行业和化妆品行业等行业中也有广泛应用。
传统有机酸生产方法是用发酵法,由于有机酸发酵过程中产生的有机酸使得发酵液pH值降低,阻碍了发酵过程的进行。因此往往会加入碱(石灰)中和沉淀,然后经硫酸酸化制得有机酸。这一生产工艺包括酸解、沉淀、过滤等过程,不仅需要消耗大量酸碱,而且过程复杂,形成大量废液、废渣污染环境,导致成本高,环境污染严重。
采用电渗析技术可以分离除去发酵液中的盐分(通常为钠盐),提纯有机产品。对于发酵产物为有机酸盐的,可以使用双极膜电渗析技术实现从有机酸盐到有机酸的转化,不需要另外加酸,也几乎不产生任何酸碱盐废液,是一种绿色有机酸生产技术。因此能够减少环境污染,降低化工原料和能源消耗,具有显著的工业应用价值和环境效益,同时具有产品回收率高、纯度高等优点,经济效益获得了大幅提高。

③药品、调味品及饮品脱盐和脱酸:电渗析技术广泛应用于氨基酸脱盐、医药中间体脱盐、各种糖醇脱盐、酱油脱盐、果汁脱酸、葡萄酒脱酒石酸、乳制品脱盐等。
以酱油脱盐和氨基酸脱盐为例。酱油是人们日常生活中常用的调味料之一,一般酱油中食盐含量在16~18%,酱油特有的香味只有在此食盐浓度下才能酿成。现代医学表明,高钠膳食易导致高血压、肾脏病等疾病发生。电渗析设备可将普通酱油中的盐分脱除成为低盐酱油,同时保留酱油中的营养成分和原来的色香味。氨基酸生产过程中会产生高盐分母液,母液普遍采用的处理工艺是经过离子交换树脂除盐,再通过活性炭脱色后套用。该工艺的弊端在于酸碱耗量大,树脂损耗量较大,导致生产成本较高,同时由于酸碱的排放,对环境产生严重的污染。电渗析技术可以脱除氨基酸中间物料的盐分,生产效率高,提高产品品质。
部分食品医药行业的产品生产环节,例如热敏性物质脱盐和纯化,越来越倾向于采用电渗析技术,利用双极膜可调节pH值的特性,处理食品医药工业生产中酶化、化学和微生物稳定性对pH值变化依赖性比较强的产品,包括调节果汁、葡萄酒等的pH值从而来改善口感,和其他普通的分离方法相比,用电渗析在处理这一类物质时过程可以精确控制,不会带入二次污染,具有特殊优势。
中金企信国际咨询公布的《2023-2029年食品级酸碱行业发展战略研究及投资战略可行性报告》
(3)化工行业:2019年起中国已成为最大的化工生产国,化工产值达到11,980亿美元,约占全球的36%,预计到2030年左右,中国单一国家的化工产值将会达到全球的50%4。电渗析技术可广泛应用于化工领域各类有机物料的脱盐循环利用、工业废盐制酸碱和化工废水的处理。
①工业废盐制酸碱:随着工业的发展及环境保护的持续推进,中国每年产生的大量工业废盐或高盐废水急需处置,中国每年仅硫酸钠的产生量就达到1,500万吨以上。废盐的成分复杂,有各类元素,经常与有机物混合,难以或者无法生化处置,各个行业成分不一,以氯化钠、硫酸钠或硫酸钠及氯化钠的混盐为主,而且很多属于危废。
目前国内的处置方法主要为经分离浓缩处理后蒸发制成固体盐出售或填埋,无法满足日益增长的环境和循环经济要求。
其中化工行业对高盐废水和工业废盐处理的需求最为突出。各个化工领域产生的废盐成分不一,产生的废盐量庞大,且原则上均以危废鉴定,无害化处理成本极高,且最终仍然填埋处理,对环境不友好,对地下水存在潜在污染,有可能破坏当地土壤生态,存在很大风险隐患。
利用双极膜工艺为核心,多种膜分离耦合技术为主路线的处置手段,结合当地工业生产情况和酸碱基础化工原料供应和使用情况,可利用各行业的特性提出针对性的完整工艺设计,分离提纯回收盐类副产品,按照酸碱等基础化工原料需求把对应盐转化为酸碱,彻底实现废盐资源化,产生显著的经济、环保和社会效益,为客户的持续发展带来价值。
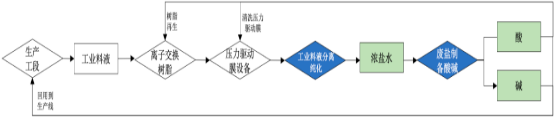
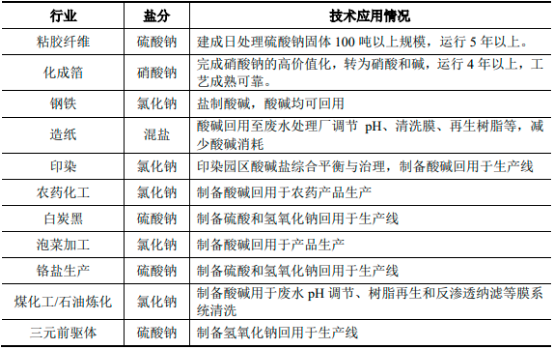
双极膜电渗析法废盐制备酸碱在化工各细分行业以及其他行业均有应用,列举如下:
②有机物循环利用:化工生产过程中甘氨酸、草甘膦、IDA、天然气和石油炼化脱硫胺液等各类有机物料都有净化从而循环利用的需求。
以有机胺液净化为例,在胺法脱硫或者脱二氧化碳的工艺过程中,因降解、物料带入等原因在系统内会累积一定量的阴离子,这些阴离子与有机胺结合生成热稳定性盐(HSS),这些热稳定性盐不具有吸附酸气的能力,还有可能会腐蚀设备,因此需要对胺液做净化处理,以达到胺液的有效利用和降低胺液的补充成本的目的。以电渗析为核心耦合FOED工艺(过滤-除油-电渗析集成工艺)可将热稳定盐脱除至所需求的范围内,实现有机胺液循环利用。

③工业废水达标或近零排放:化工行业生产中会产生多种类型的工业废水,其中高盐(高COD)废水和酸碱废液最为常见。高盐废水如电厂脱硫废水、煤化工高盐废水、炼油及石化行业废水:
电厂烟气经过脱硫处理后会产生大量的脱硫废水,国内大多数燃煤电厂基本采用三联箱工艺优先处理,处理后的废水回用于干灰调湿、灰场喷洒、煤厂喷洒等系统,无法直接排放。由于脱硫废水经过预处理之后所含的物质主要为氯盐,并以离子的形式存在于溶液中,可以先通过化学沉淀法或电解法去除其中的重金属离子,再通过电渗析法将盐分浓缩至15%~20%,最后进入蒸发系统获取氯化钠纯盐固体(工业盐一级标准)。
煤化工高含盐废水水质具有以下特点:盐分高且成分复杂,杂质离子组分多;COD种类多,且含量比较高;含有一些容易结垢的离子,比如钙镁及可溶性硅;不同项目采用不同的主工艺,废水组分多变,水质不确定性大。首先一般通过物理或化学的预处理方法,实现悬浮物、胶体及一般易结垢离子的去除,再通过反渗透+电渗析法处理工艺实现淡水的回用,同时达到废水减量的目的,最后浓缩液通过蒸发结晶等工艺最终实现废水的近零排放目的。
炼油及石化行业废水属于难处理废水,其水质特点是高COD、高氨氮、高无机盐,部分油脂、酚类、硫化物及部分含汞废水。在石油炼制的物理分离或化学反应过程中,除环烷酸、酚类、苯系物、杂环化合物、石油类等有机污染物外,氯化物、硫酸盐、硝酸盐等无机离子也从各工艺单元转入排水系统,导致炼油废水的含盐量增加。炼油工业高盐度废水的总溶解性固体含量一般为10~50g/L,对炼油废水实施局部零排放处理,着重围绕“预处理-减量化-深度浓缩-分盐结晶”开展技术工作,使用电渗析设备对废水进行高效深度浓缩,并保证结晶盐的纯度,最终实现系统的长期稳定和较低成本运行。
酸碱废水是废水处理时最常见的一种。酸性废水主要来自钢铁厂、化工厂、染料厂、电镀厂、钛白粉、稀土铅锌等湿法冶炼和矿山采矿等,废水处理要重点治理其中各种有害物质或重金属盐类。废水处理中酸的质量分数差别很大,低的小于1%,高的大于10%。碱性废水主要来自印染厂、皮革厂、造纸厂、炼油厂等。废水处理时,会遇到含有机碱或含无机碱的情形。碱的质量分数有的高于5%,有的低于1%。酸碱废水中,除含有酸碱外,常含有酸式盐、碱式盐以及其他无机物和有机物。目前常见的处理方法是采用中和+沉淀手段,不仅运行成本高,且产生大量危废废渣,危害当地生态环境,给当地社会民众造成较大负面影响,而且由于危废委外处理成本高,导致企业生产成本高,经营压力大,不利于行业的可持续发展。电渗析可以低成本将酸碱进行分离提纯或浓缩,达到工艺所需要纯度和浓度,方便在某些场景循环利用。
除化工行业外,稀土、湿法冶金、新能源锂电等行业工业废水均可使用电渗析技术对废水进行分离浓缩,从而达到工业废水达标排放甚至近零排放的目的。
“十三五”末,我国工业废水市场规模预计突破1,500亿元,2024年有望突破3,500亿元5。伴随离子交换膜制备技术的不断改进,新型电渗析应用技术的不断出现,电渗析技术逐步成为工业废水处理的主流方法之一。下游处理废水投入的增加使离子交换膜和电渗析应用技术保持良好的发展趋势。
中金企信国际咨询公布的《2023-2029年工业酸碱市场调查分析及“十四五”投资战略预测报告》
(4)硅及半导体行业:电渗析技术在硅及半导体行业主要应用于TMAH的生产、各细分行业的废盐资源化和工业废水处理。
TMAH是四甲基氢氧化铵,有机强碱,分子结构与氢氧化铵相似,碱性强于氢氧化钠、氢氧化钾,大量应用于半导体与光电等电子高科技产业,主要在黄光制程中当作显影剂使用。
常规TMAH的生产有膜电解法、双极膜法、离子交换树脂法等,离子交换树脂法由于损耗大,较少采用。而膜电解法与双极膜法由于工艺简单可控,清洁生产,属于绿色制造工艺,是目前主要的生产工艺。
除此之外,硅及半导体行业需要用到大量高纯度氢氟酸,同时产生大量含氟废水。传统的氟化物废水处理方法会产生大量的含氟污泥,而含氟污泥无法得到高效的利用,资源化利用困难且市场需求有限,造成了严重的氟资源浪费,大量含氟污泥积存得不到妥善处置,环保压力较大。采用双极膜电渗析可以将氟化物废水转化为氢氟酸和碱,氢氟酸精制后回用于硅及半导体生产线,碱液可以回用于废水处理。
根据测算,2025年中国大陆半导体材料市场规模有望超过150亿美元,2021-2025年CAGR有望维持10%以上。半导体行业的快速增长,也将给电渗析设备带来广阔的发展空间。
(5)粘胶纤维、造纸及印染行业:电渗析技术在粘胶纤维、造纸及印染行业的应用领域类似,均主要用于物料循环利用和工业废水处理。
①粘胶纤维行业:电渗析可将压榨废液中的氢氧化钠分离并回用,被截留的半纤维素经中和、酸化、水解后制得木糖,继续采用电渗析脱除其中99%的硫酸和硫酸钠,得到高纯度成品木糖。硫酸钠废盐经双极膜转化为硫酸和氢氧化钠,回用到生产系统。2015至2019年,我国粘胶纤维产量从336.03万吨稳步增长到412.4万吨,2020年受新冠肺炎疫情影响下滑至395.47万吨,同比减少4.11%,2021年恢复至403.1万吨,同比上升1.93%。
②造纸行业:电渗析可回收造纸废水中的碱性成分,有效提取废水的低聚木糖,对造纸废水中的有机物进行脱盐,去除回用物料中的盐分;双极膜将盐转化为有机酸、碱。2021年度造纸行业市场规模达到15,006亿元。
③印染行业:电渗析对有机物进行脱盐,去除回用物料中的盐分,回收有机物;双极膜将盐转化为有机酸、碱。2021年中国印染行业规模以上企业印染布产量已达到605.81亿米。
除上述行业外,电渗析技术的工业酸碱绿色生产和工业流体分离纯化功能,可用于多个行业工业生产的多个环节之中。细分到各下游应用领域,新能源锂电行业的增长将成为电渗析设备市场规模的重要驱动因素,具体情况如下:

数据统计:中金企信国际咨询
地区层面来看,中国市场2021年市场规模为5.74亿元,预计2028年将达到83.07亿元,年复合增长率为47.01%(2022-2028),增长速度较快。
5、行业未来发展趋势:
(1)应用领域不断开拓:电渗析技术初期主要应用于苦咸水淡化、海水淡化、饮用水制取等。从2010年至今,随着我国电渗析技术的不断突破和高性能离子交换膜逐渐实现自主生产,电渗析技术凭借浓缩无机盐及物料脱盐的高效、节能、三废少、占地少等优点以及双极膜电渗析等新型电渗析技术的发展,可应用的领域不断拓展,逐步广泛应用于新能源锂电、食品、医药、生物、冶金、化工、造纸、印染、电子及半导体、有机硅、电力、粘胶纤维、石油炼化等行业。
(2)双极膜电渗析技术不断创新发展:20世纪80年代到90年代末,电渗析技术受到反渗透、纳滤等新技术的冲击,只用作水处理项目中的预处理工作,导致其发展缓慢。21世纪前十年,双极膜技术的引进并得到了很好的发展应用,在优化传统工艺过程和革新工艺过程中发挥了独到的作用。它的出现改变了传统工艺分离和制备过程,能够在不引入新组分的情况下将溶液中的盐转化为对应的酸和碱,为新能源锂电、生物医药、化工、食品、冶金、稀土、硅及半导体等行业的废盐处理难题提供了新的解决路径。
双极膜技术具有独特性且较难替代,现阶段市场应用尚处于起步阶段,未来双极膜渗析技术将会逐步完善、广泛应用。
(3)从单一技术向多种技术耦合的方向转变:随着人们生活水平提高,对于生活品质要求越来越高,科技快速发展,食品医药、化工、半导体、新能源锂电等行业突飞猛进,因而也带来更多工业绿色生产、物料循环利用和废水清洁处理的需求。由于新兴工业工艺复杂,消耗化学品种类多,产生废水也比较复杂,靠单一技术或者传统废水处理工艺已经无法满足现代工业发展的需求,必须对现有的工艺进行创新集成,采用多种工艺耦合处理的方法,才能实现不同组分分离,分类回收,或者达标排放,从而实现循环经济,促进各行业可持续发展。因此,行业发展趋势是根据实际情况采用耦合工艺,将离子交换、蒸发、结晶、电渗析、纳滤、超滤、微滤、反渗透等多种处理工艺耦合进行综合处理。
以含盐废水为例,有各个工艺可供选择,而选择哪一个工艺作为最终处理工艺则要结合具体的水质情况、最终的处理目的、带来的价值等综合决定。
(4)从材料性能提升向应用技术创新方向转变:电渗析技术发展至今,目前其上游的核心材料之一离子交换膜的制造技术和性能已经达到稳定期。在膜技术上,短期内发生重大技术迭代的风险较小,因此,前沿电渗析企业主要专注于电渗析技术在各领域的应用开发和落地运用,通过对下游应用场景实际情况分析、设计、试验,最终实现大规模应用。目前电渗析技术的研究发展趋势在逐渐从对膜性能的提升转变为对电渗析应用技术的不断创新。


