
 400-1050-986
400-1050-986 市场资讯
市场资讯新闻资讯 更多+
在机械行业中,金属切削液(以下简称切削液)被广泛应用于各种切削加工中,如车削、铣削、钻削、磨削、切齿和切螺纹等。合理使用切削液能有效地减小切削力、降低切削温度、减小加工系统热变形、延长刀具使用寿命和改善加工表面质量。此外,使用高性能切削液也是改善某些难加工材料切削加工性的一项重要措施。生产中常用的液体切削液有:以润滑为主的油基切削液和以冷却为主的水基切削液两大类。
(1)油基切削液:油基切削液又称切削油,其基本成分是基础油(矿物油或合成油)。使用时不需要稀释,直接使用原液。根据加工方式、刀具材料、工件材料和加工要求的不同,可在基础油中适量加入各种添加剂,如油性剂、极压剂(如氯、硫、磷等)、防腐蚀剂、抗氧化剂等,配制成性能各异的油基切削液。
(2)水基切削液:水基切削液是目前应用最多的切削液,其产品约 占到切削液市场总份额的百分之七十。 水基切削液需要用水稀释后加以使用,根据稀释后的状态可分为乳化切削液、微乳化切削液和合成切削液。
1、乳化切削液(以下简称乳化液):乳化液是用矿物油、乳化剂(如石油磺酸钠,磺化蓖麻油等)及添加剂预先配制好的乳化油(称为原液)加水稀释而成的乳状液体。因为油不溶于水,为了使两者混合,所以必须加入乳化剂。乳化剂是一种表面活性剂,它的分子是由极性基团和非极性基团两部分组成。前者亲水,可溶于水;后者亲油,可溶于油。把油在水中搅拌成细粒时,乳化剂分子能定向地排列吸附在油水两界面上,把油和水连接起来,使分离的细粒不再因凝聚而浮游在水中,成为浮浊液。乳化液中含乳化油少,即浓度低的(如浓度为3%~5%),冷却和清洗作用好,适于粗加工和磨削;浓度高的(如浓度为10%~20%)润滑作用好,适于精加工(如拉削和铰孔等)。为了进一步提高乳化液的润滑性能,还可加入一定量的氯、硫、磷等极压添加剂,配制成极压乳化液。
2、合成切削液:合成切削液原液一般不含油,故润滑性相对差些,但可节省能源,利于环保,它可以与水互溶,配置后的切削液多为透明,可见性好,使用寿命长,特别适合在数控机床和加工中心等高效设备上使用。例如,我国积架石油化工有限公司开发的环保型全合成金属加工液与英国比尔(Korniche)公司推出的SCF600和SCF900全合成磨削液就属于这一类产品,适用于黑色与有色金属的一般机械加工和磨削加工。
3、微乳化切削液(以下简称微乳化液):微乳化液原液中含油量(即油性添加剂含量)较小,而表面活性剂、防锈剂含量较大,加水配制后呈半透明微乳状,其外观和性能介于乳化液和合成切削液两者之间。它兼具乳化液与合成切削液两者的优点,又弥补了两者的不足,是近十年来发展较快,应用日益广泛的一种水基切削液。目前国外一些著名公司推出的水基切削液产品,如英国比尔公司开发的SCFUniversal绿色金属加工液与德国奎克化学(中国)公司推出的QUAKERCOOL370KLG合成酯专利切削液都属于这一类产品。QUAKERCOOL370KLG中的合成酯是由脂肪酸和醇类反应生成的化合物,具有极好的润滑性,与水混合后可形成微乳液,并且在金属加工环境中较难降解,确保刀具与切屑、以及刀具与工件接触区界面上能保持良好的液体润滑、边界润滑和极压(EP)润滑的条件,尤其适用于在铝合金、钛合金及铬、镍、铁合金等难加工材料的加工场合下使用。
(3)固体润滑剂:固体润滑剂中使用较多的是二硫化钼(MoS2),它是一种良好的环保型润滑剂。由MoS2形成的润滑膜具有很小的摩擦系数(0.05~0.09)、高的熔点(1185℃)、很高的抗压性能(3.1GPa)。切削时可将MoS2涂刷在刀具表面或工件表面上,也可添加在切削油中。在高温、高压情况下,它仍能保持很好的润滑性和耐磨性。此外,使用MoS2润滑剂还能防止粘结和抑制积屑瘤产生,延长刀具寿命和减小表面粗糙度。MoS2润滑剂已成功地用于镗铰、深孔、攻丝和拉孔等加工中。例如,采用一种(Ti,Al)N+MoS2软涂层的硬质合金钻头[即先在钻头上用(Ti,Al)N进行硬质涂层,然后再在其上涂刷MoS2软涂层]干钻削灰铸铁发动机缸体上深孔,刀具寿命高达1600min,而只涂TiN或TiCN涂层的钻头,其寿命分别为19.6min和44min。
(4)金属加工油(液):主要指金属及其合金在切削、成型等加工过程中所用的润滑剂以及防锈、热处理过程中使用的介质。金属加工油是润滑油中的重品种之一。
目前中国市场金属加工油消费量约为32-40万吨/年。其中,切削油液的消费量为14-16万吨左右,成型油液12万吨左右,防锈油脂3-4万吨,热处理油3万吨左右。中国市场主要金属加工油生产商中, 市场份额排名在前13位的销量总和仅占总量的1/3,而其他约400-500家中小调和厂共享着全国市场的2/3份额。
行业产量:据中金企信国际咨询统计资料显示,中国切削液行业生产企业主要分布在辽宁、山东、江苏、黑龙江、上海等几个省市。据中金企信国际咨询公布的《2020-2026年中国金属切削液市场运行格局及投资战略研究报告》统计数据显示:2018年中国切削液行业产量达到51.32万吨,占比金属加工液产量100.2万吨的51.22%。2011-2018年中国切削液行业产量情况如下图所示:
2011-2018年中国切削液行业产量现状分析
单位:万吨
|
|
2011年 |
2012年 |
2013年 |
2014年 |
2015年 |
2016年 |
2017年 |
2018年 |
|
金属加工液产量 |
32.2 |
37.1 |
45.2 |
54.2 |
62.5 |
72.8 |
85.7 |
100.2 |
|
金属切削液产量 |
15.62 |
18.1 |
22.24 |
26.83 |
31.19 |
36.55 |
43.58 |
51.32 |
|
金属切削液占比,% |
48.51% |
48.79% |
49.20% |
49.50% |
49.90% |
50.21% |
50.85% |
51.22% |
数据统计:中金企信国际咨询
在汽车行业不断发展壮大、机加工产品出口日益规模化等因素的刺激下,中国机械加工业的总体水平也不断得到提升。2018年中国切削液行业消费量达到46.95万吨,同比增长17.32%;2011-2018年中国切削液行业市场消费量情况如下图所示:
2011-2018年中国切削液行业产品消费量现状分析

数据统计:中金企信国际咨询
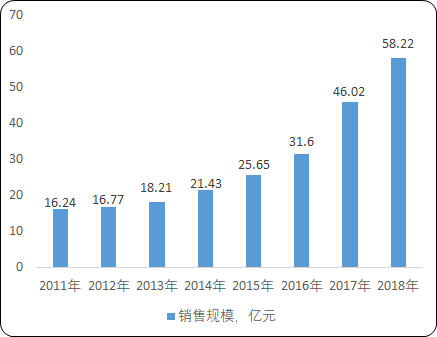
2018年中国切削液行业销售规模达到58.22亿元,同比2017年的46.02亿元增长26.51%,2011-2018年中国切削液行业销售规模如下图所示:
2011-2018年中国金属切削液行业市场销售现状分析
数据统计:中金企信国际咨询
根据目前市场行情,国内切削液产品价格两级分化,高端产品价格在9000-20000元/吨,低端产品在9000元/吨以下,2018年中国切削液产品平均价格比2017年价格略微上涨,2011-2018年中国切削液产品价格走势如图所示:
下游市场分析:2018年中国切削液下游行业主要分布为:汽车、机加工、金属制品、机电设备。2018年中国切削液消费市场格局如下图所示:
2018年中国切削液下游市场应用规模分析
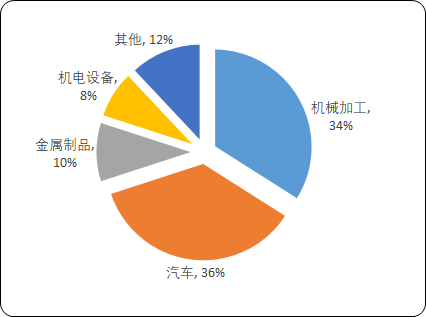
数据统计:中金企信国际咨询
产业前景:由于人类意识到自身赖以生存的地球环境保护的重要性,将环境保护放在首位。金属切削液的研究、生产和使用,首先必须符合环境保护法规的要求,必须考虑到保护工人的健康和安全问题,对环境是否造成危害性,以及加工后废液的处理等。因此各种金属切削液产品的组成必须具有无毒性、低气味低油雾、长寿命、废液处理费用低,以及生物降解性强等优点。
未来切削液行业企业将继续扩大生产规模,提高产品质量,降低生产成本,同行业内部的市场竞争将进一步加剧,同时国外大型企业看好中国切削液市场前景,纷纷进入中国,国外切削液企业战略转移政策的实施将使国内市场竞争进一步加剧。2019年中国切削液行业市场规模达到70.15亿元,预计到2026年中国切削液行业市场规模将超过130亿元。


